Нашиот водечки принцип е да го почитуваме оригиналниот дизајн на клиентот, а воедно да ги користиме нашите производствени капацитети за да создадеме ПХБ што ги исполнуваат спецификациите на клиентот. За сите промени на оригиналниот дизајн е потребно писмено одобрение од клиентот. По добивањето на производствена задача, инженерите на MI внимателно ги испитуваат сите документи и информации доставени од клиентот. Тие, исто така, ги идентификуваат сите несовпаѓања помеѓу податоците на клиентот и нашите производствени капацитети. Од клучно значење е целосно да се разберат целите на дизајнот и производствените барања на клиентот, осигурувајќи се дека сите барања се јасно дефинирани и применливи.
Оптимизирањето на дизајнот на клиентот вклучува различни чекори како што се дизајнирање на оџакот, прилагодување на големината на дупчењето, проширување на бакарните линии, зголемување на прозорецот за маска за лемење, модифицирање на знаците на прозорецот и извршување на дизајн на распоредот. Овие модификации се прават за да се усогласат и со производствените потреби и со реалните податоци за дизајнот на клиентот.
Процес на производство на ПХБ

Сала за состаноци

Општа канцеларија
Процесот на креирање на ПХБ (печатена плочка) може генерално да се подели на неколку чекори, од кои секој вклучува различни техники на производство. Важно е да се напомене дека процесот варира во зависност од структурата на плочката. Следните чекори го опишуваат општиот процес за повеќеслојна ПХБ:
1. Сечење: Ова вклучува сечење на листовите за максимално искористување.

Магацин за материјали

Машини за сечење со препрег
2. Производство на внатрешен слој: Овој чекор е првенствено за креирање на внатрешното коло на печатената плочка.
- Предтретман: Ова вклучува чистење на површината на подлогата на ПХБ и отстранување на сите површински загадувачи.
- Ламинација: Тука, сув филм се лепи на површината на подлогата на PCB, подготвувајќи ја за последователниот пренос на слика.
- Експозиција: Обложената подлога е изложена на ултравиолетова светлина со помош на специјализирана опрема, која ја пренесува сликата од подлогата на сувиот филм.
- Потоа изложената подлога се развива, гравира и филмот се отстранува, со што се завршува производството на внатрешната слојна плоча.

Машина за рамнење рабови

ЛДИ
3. Внатрешна инспекција: Овој чекор е првенствено за тестирање и поправка на струјните кола на плочката.
- Оптичкото скенирање на AOI се користи за споредување на сликата од печатената плочка со податоците од плочка со добар квалитет за да се идентификуваат дефекти како што се празнини и вдлабнатини на сликата на плочката. - Сите дефекти откриени од AOI потоа се поправаат од страна на надлежниот персонал.

Автоматска машина за ламинирање
4. Ламинација: Процес на спојување на повеќе внатрешни слоеви во една табла.
- Кафеавење: Овој чекор го подобрува поврзувањето помеѓу плочата и смолата и ја подобрува навлажнувањето на бакарната површина.
- Заковување: Ова вклучува сечење на полипропиленот (PP) на соодветна големина за да се комбинира внатрешната плоча со соодветниот полипропилен.
- Топлинско пресување: Слоевите се термички пресуваат и се стврднуваат во една единица.

Вакуумска машина за топло притискање
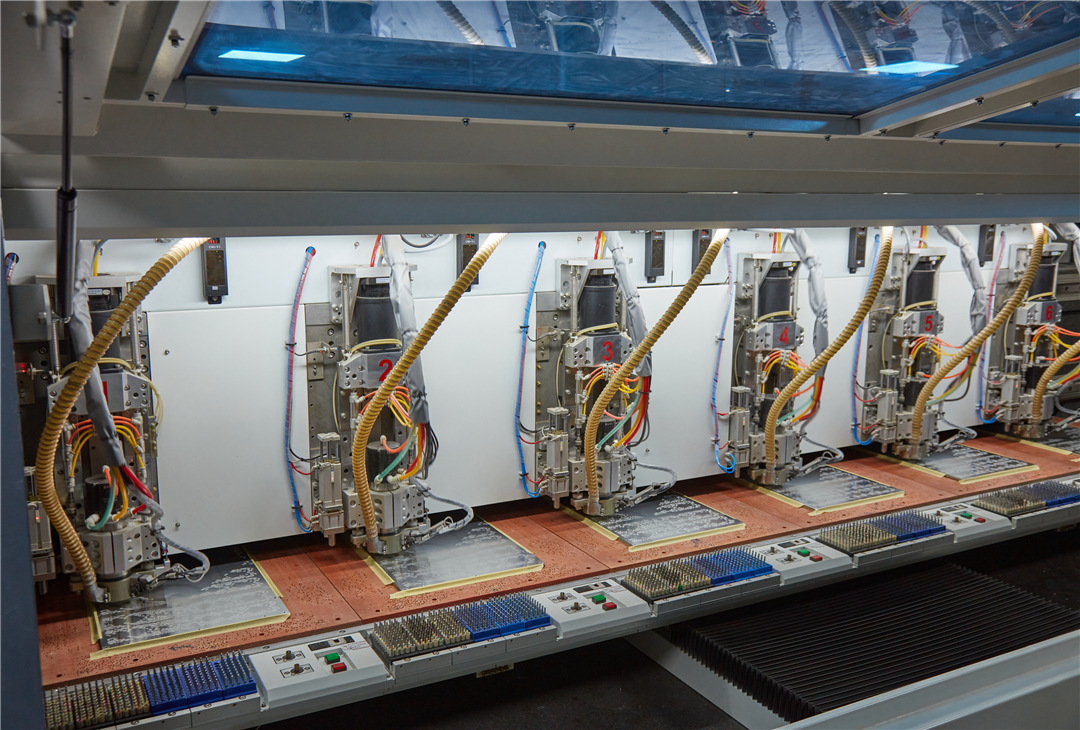
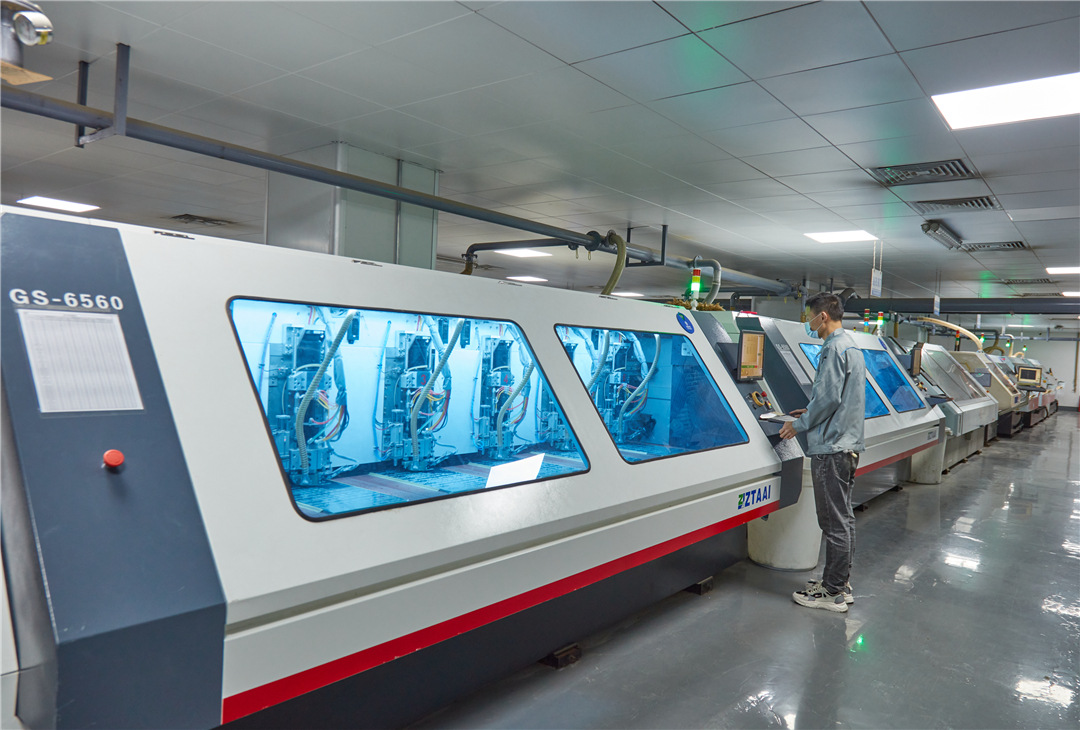
Машина за дупчење

Оддел за дупчење
5. Дупчење: Машина за дупчење се користи за креирање дупки со различни дијаметри и големини на плочката според спецификациите на клиентот. Овие дупки ја олеснуваат последователната обработка со додатоци и помагаат во дисипацијата на топлината од плочката.

Автоматско тонење на бакарна жица

Линија за автоматско позлатување

Машина за вакуумско гравирање
6. Примарно бакарно позлатување: Дупките издупчени на плочката се позлатени со бакар за да се обезбеди спроводливост низ сите слоеви на плочката.
- Отстранување на струготини: Овој чекор вклучува отстранување на струготини на рабовите на дупката на плочата за да се спречи лошо обложување на бакар.
- Отстранување на лепило: Сите остатоци од лепило во дупката се отстрануваат за да се подобри адхезијата за време на микро-јардирањето.
- Позлатување со бакар на дупките: Овој чекор обезбедува спроводливост низ сите слоеви на плочата и ја зголемува дебелината на површината на бакарот.

АОИ

CCD усогласување

Отпорност на печење на лемење
7. Обработка на надворешен слој: Овој процес е сличен на процесот на внатрешен слој во првиот чекор и е дизајниран да го олесни последователното креирање на коло.
- Предтретман: Површината на плочата се чисти преку маринирање, мелење и сушење за да се подобри адхезијата на сувиот филм.
- Ламинација: Сув филм се лепи на површината на подлогата на PCB како подготовка за последователен пренос на слика.
- Изложеност: Изложеноста на УВ светлина предизвикува сувиот филм на плочката да влезе во полимеризирана и неполимеризирана состојба.
- Развој: Неполимеризираниот сув филм се раствора, оставајќи празнина.

Линија за пескарење со маска за лемење

Печатач на ситопечат

HASL машина
8. Секундарно бакарно позлатување, бакарирање, AOI
- Секундарно бакарно позлатување: Електрогалванизацијата на шарите и хемиското нанесување на бакар се изведуваат на површините во дупките што не се покриени со сувиот филм. Овој чекор вклучува и понатамошно подобрување на спроводливоста и дебелината на бакарот, проследено со калајување за да се заштити интегритетот на линиите и дупките за време на бакарирањето.
- Нагризување: Основниот бакар во областа за прицврстување на надворешната сува фолија (влажна фолија) се отстранува преку процеси на отстранување на фолијата, нагризување и отстранување на калај, со што се комплетира надворешното коло.
- AOI на надворешен слој: Слично на AOI на внатрешен слој, оптичкото скенирање на AOI се користи за идентификување на дефектни локации, кои потоа се поправаат од страна на надлежниот персонал.

Тест за летање со игла

Оддел за рутирање 1
Оддел за рута 2
9. Нанесување на маска за лемење: Овој чекор вклучува нанесување на маска за лемење за заштита на плочата и спречување на оксидација и други проблеми.
- Предтретман: Плочата се подложува на маринирање и ултразвучно перење за да се отстранат оксидите и да се зголеми грубоста на бакарната површина.
- Печатење: Мастило отпорно на лемење се користи за покривање на областите на PCB плочата кои не бараат лемење, обезбедувајќи заштита и изолација.
- Претходно печење: Растворувачот во мастилото за маска за лемење се суши, а мастилото се стврднува како подготовка за изложување.
- Експозиција: УВ светлина се користи за стврднување на мастилото за маска за лемење, што резултира со формирање на високомолекуларен полимер преку фотосензитивна полимеризација.
- Развој: Растворот на натриум карбонат во неполимеризираното мастило се отстранува.
- По печење: Бојата е целосно стврдната.

Машина за сечење во V-форма

Тест за алати за прицврстување
10. Печатење текст: Овој чекор вклучува печатење текст на PCB плочата за лесна референца за време на последователните процеси на лемење.
- Киселење: Површината на плочката се чисти за да се отстрани оксидацијата и да се подобри адхезијата на мастилото за печатење.
- Печатење на текст: Посакуваниот текст се печати за да се олеснат последователните процеси на заварување.

Автоматска машина за е-тестирање
11. Површинска обработка: Голата бакарна плоча се подложува на површинска обработка врз основа на барањата на клиентот (како што се ENIG, HASL, сребро, калај, позлата, OSP) за да се спречи 'рѓа и оксидација.
12. Профил на плоча: Плочата е обликувана според барањата на клиентот, олеснувајќи го SMT крпењето и склопувањето.

AVI машина за инспекција
13. Електрично тестирање: Континуитетот на колото на плочата се тестира за да се идентификуваат и спречат какви било отворени или кратки кола.
14. Конечна проверка на квалитетот (FQC): Сеопфатна инспекција се спроведува по завршувањето на сите процеси.

Автоматска машина за перење даски

FQC

Оддел за пакување
15. Пакување и испорака: Завршените PCB плочи се вакуумски спакувани, спакувани за испорака и доставени до клиентот.